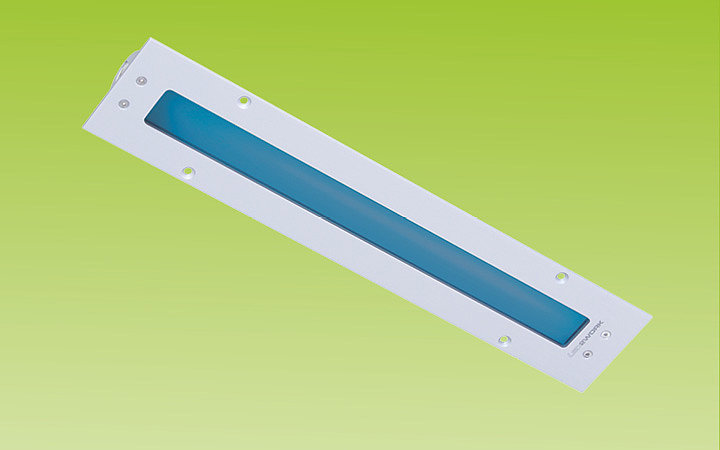
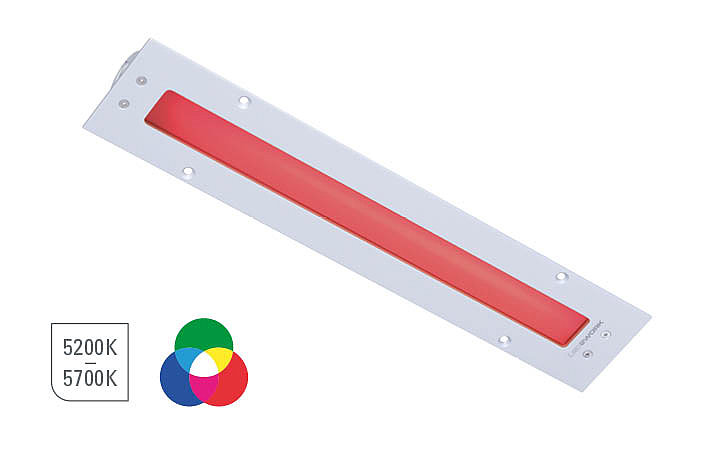
SIGNALED II RGB
LED signal lamp: A slim signal lamp, with evenly colored light over the entire illuminated area.
![]() LED Leuchten und Lampen für Arbeitsplätze | Industrie | LED2WORK
LED Leuchten und Lampen für Arbeitsplätze | Industrie | LED2WORK


LED industrial luminaires must meet a variety of requirements. They must be resistant to a variety of chemicals, splinter-free and well protected. LED2WORK GmbH specializes in exactly these requirements and has many years of experience as a manufacturer of LED industrial lights. Our industrial lights have high protection classes, are equipped with protective tubes made of borosilicate glass or polycarbonate and thus provide safe lighting for industry.
The company's product range includes LED signal lights and LED tube lights. The use of the latest LED technology and high-quality workmanship guarantee a long service life of the industrial luminaires and thus a maintenance-free luminaire life.
Robust, indestructible, durable, easy to install and bright - these are five characteristics that count in industrial lighting. As a specialist in this field, we have equipped our luminaires accordingly.
Our LED signal lamps offer flexible and versatile signal options for indicating machine statuses. Due to their robust design, the signal lights can also withstand high demands.
LED signal lights offer colored light within the entire RGB color space, including mixed white light. LED luminaires with signal function (hybrid luminaires) are also densely packed with high-performance LED chips for white light for homogeneous illumination. For signaling, the light color is changed by activating RGB LED chips installed in parallel.
Our LED tube lights are designed for the toughest conditions and are suitable for hygiene-sensitive areas in the food or pharmaceutical industry. The tube lights convince with their strong light output and a high protection class.
As the requirements increase, we also improve the technology so that the latest LED technology is always installed in the robust and high quality housings of the LED industrial lights we manufacture:
Compared to conventional solutions, as they are still used in many areas, the LED industrial lights manufactured by us have unbeatable advantages: