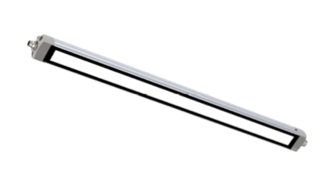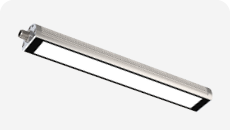







LED Surface-Mounted Lights
Our LED surface-mounted lights are ideal for quick and uncomplicated retrofitting in machine compartments and production systems.

Machine lighting faces the highest demands: Our LED machine lights withstand chip impact, vibration, and the typical temperature fluctuations in machining environments—reliably and over the long term. Oils, emulsions, and coolants affect neither the housing nor the light quality.
With IP67/IP69K, the fixtures remain process-safe and durable even under harsh conditions.
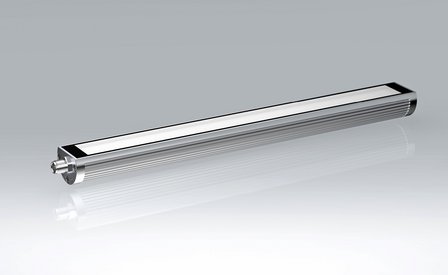
Our LED surface-mounted lights are ideal for quick and uncomplicated retrofitting in machine compartments and production systems.

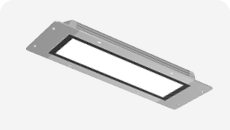
Our LED recessed lights can be installed in standardized mounting slots of machines and production equipment.
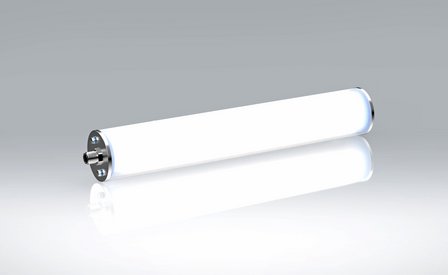
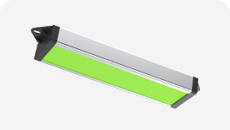
Our LED tube lights integrate easily into machines, systems, and industrial environments.
In use day after day—because they deliver. Discover our product highlights that provide strong performance across industrial environments. Choose now and noticeably enhance your workspace.
All LED machine lights and LED task lights from LED2WORK are fully developed, assembled, and tested in Germany at the company’s Pforzheim site. This ensures genuine “Made in Germany” manufacturing, top industrial quality, precise workmanship, and reliable delivery performance.
LED machine lights provide bright, low-shadow illumination in machine tools, CNC systems, production cells, and inspection stations. They are oil-resistant, coolant- and lubricant-resistant, vibration-resistant, and engineered for continuous industrial operation.
They are energy-efficient, maintenance-free, flicker-free, and offer up to five times the service life. In addition, they deliver 100% light output instantly and help reduce downtime in production.
LED2WORK machine lights feature high ingress protection ratings such as IP67 or IP69K—ideal for harsh environments involving coolants, lubricants, or high-pressure cleaning processes.
Depending on the series, machine lights are available with 24 V DC or wide-range power supplies (100–305 V AC). This allows flexible integration into different machine control systems.
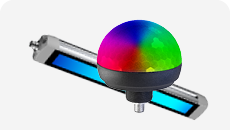
Nearly all LED machine lights with 24 V DC from LED2WORK are dimmable and allow flexible adjustment of light intensity. Special models such as the DOMELED IO-Link or the TUBELED_25 RGB-W IO-Link also offer an IO-Link interface, enabling lighting, color control, and operating parameters to be intelligently integrated into automation processes.
Cascadable lights can be connected in series. Multiple lights can be powered through a single supply—ideal for large machine enclosures or conveyor systems.
Depending on the model, the service life ranges between 60,000 h and 100,000 h (L80/B10). This means the luminaire still delivers at least 80% of its original brightness after this operating time.
Robust housings made of aluminum, stainless steel, or polycarbonate ensure impact resistance, chemical resistance, and long service life—even when exposed to coolants or metal chips.
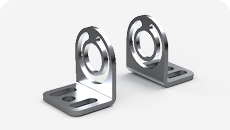
LED2WORK offers a wide range of accessories—mounting brackets, recessed adapters, and more—suitable for every machine environment.
All luminaires are developed and manufactured in Germany. They comply with CE and UKCA directives, are RoHS-compliant, and—depending on the model—ETL-certified (UL/CSA) for the North American market. LED2WORK stands for durable, safe, and sustainable industrial quality “Made in Germany.”
Yes. For applications in the food, beverage, and pharmaceutical industries (F&B), LED2WORK offers specialized LED luminaires featuring extended certifications and hygienic design.
The INROLED CleanPro series is NSF-certified (NSF International, USA – Washdown Approved), Ecolab-tested, and HACCP-compliant. These luminaires therefore meet the stringent requirements for hygiene, cleaning resistance, and safety in sensitive production environments.
Conventional LED machine lights are typically switched or dimmed via a simple power supply (e.g., 24 V DC).
Lights with an IO-Link interface—such as the DOMELED or TUBELED_25 RGB-W IO-Link—can instead be digitally controlled and monitored. With IO-Link, parameters such as brightness, color temperature, or operating status can be adjusted and monitored directly from the machine control system. This enables intelligent lighting control, diagnostic functions, and seamless integration into automated production processes.
At its Pforzheim location, LED2WORK maintains an extensive finished-goods warehouse where nearly all standard machine and task lights are kept in stock. Thanks to efficient processes and short internal routes, we can—assuming a smooth order process and available stock—enable delivery times of up to 48 hours within Germany. This provides our customers with fast response times, high availability, and reliable planning security.
If you have individual questions or a specific request, we are happy to help.